韓邦春
(徐州金冠工業(yè)用呢有限公司����,江蘇徐州 221009)
摘 要:通過對植絨干網的研制過程、技術性能和使用效果的全面分析和總結����,得出植絨干網是一種透氣度高、能徹底消除產紙面的干網痕��、干燥效率高���、節(jié)能的新型干燥部織物。
關鍵詞:植絨干網�����;BOM復合干毯;聚酯編織干網�����;干燥部����;透氣度;網痕���;高效���;節(jié)能
造紙機干燥部所使用的織物根據車速、使用的部位和生產的紙種不同����,通常包含:造紙帆布;BOB干毯��;BOM復合干毯����;聚酯編織干網和植絨干網等。造紙帆布作為首代造紙機干燥部織物已經基本上離開了歷史的舞臺�����;BOB干毯目前使用者甚少;常用的是BOM復合干毯和聚酯編織干網��,聚酯編織干網又分為聚酯圓絲干網和聚酯扁絲干網��;而植絨干網是一種具有復合性能的新型干燥部織物��,國外早在上個世紀八十年代前就已經出現這種產品�,主要用于中高速造紙機的關鍵干燥部位生產中高檔次紙種,特別是一些高檔次薄頁特殊用紙����。近年來,國內高速�、寬幅造紙機愈來愈多,紙的品種急劇增加���,紙的檔次越來越高���,對干燥部高性能織物的需求也越來越大,特別是生產特種紙的機臺�����,其干燥部必須使用性能優(yōu)越的植絨干網�����,而這種產品基本上全部依賴于從Albany��、Hyck��、Voith等國外知名大公司進口����。
筆者曾于2005年對植絨干網作了研究和開發(fā),當時由于受到裝備和技術條件的限制���,開發(fā)出的產品不盡人意����。近年國內有其它個別廠家也在研究生產這種產品���,但是生產出的產品依然處于簡單的模仿�,依然存在品種單一����、結構簡單�����、性能不完美等諸多不足���,市場推廣困難,難以滿足造紙機干燥部對高性能織物的要求���。
一�、植絨干網介紹
植絨干網的全稱聚酯編織植絨干網���,目前我們所使用的植絨干網從類型上分為無端和有端植絨干網����;從鋪毛狀態(tài)上又分為單面鋪毛和雙面鋪毛植絨干網�,有端接縫型植絨干網因接縫處理技術含量高、便于安裝等特性代表著植絨干網的高端產品��。
國外生產的植絨干網主要是采用聚酯編織干網(無端或接縫型)作為基網���,然后在基網的正面或者正反面同時植入一定細度和量的耐高溫短纖維���,它是將普通針刺型干毯和聚酯編織干網的優(yōu)點集于一體的復合高性能產品�。
眾所周知�����,在紙張的生產過程中����,普通BOB干毯和BOM復合干毯雖然具有毯面較平整細膩����、無網痕產生的優(yōu)點,但是由于受結構的限制�����,仍然存在密度過大���、厚度過大�����、尺寸變形過大���、透氣度極低等缺點���,容易導致紙頁干燥不均勻、干燥速率過低��、毯內易聚集水汽�����、紙頁易出現“泡泡紗”“汗斑”等干燥過程中產生的紙病�,且蒸汽使用量極大。普通聚酯編織干網雖然具有透氣度高的優(yōu)點�����,但是紙面出現的干網痕是無法解決問題�,即使采用聚酯扁絲干網還是不能徹底解決問題,這是高檔次紙種特別是特殊性能紙種所不能允許的��。而植絨干網將普通干毯和聚酯編織干網的優(yōu)點集中于一體����,不僅具有良好的透氣性能,而且具有徹底消除紙面網痕��、不易脫毛掉毛��、使用壽命長久的優(yōu)點,是一種更新換代的產品����,收到極佳的使用效果。
植絨干網見下圖1:
圖1:植絨干網 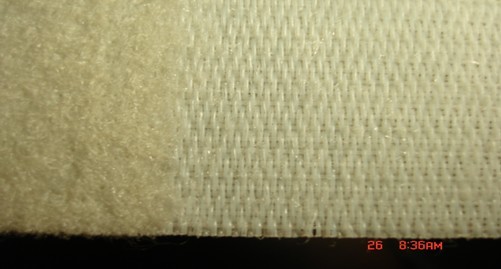
|
二���、研制和生產過程
徐州金冠工業(yè)用呢有限公司充分利用自身經驗豐富、裝備精良�、技術力量雄厚的優(yōu)勢,對植絨干網的制作工藝��、使用效果等進行了全方位的研究和總結��,得出生產植絨干網的最佳工藝和使用效果���,以為山東某特種紙有限公司生產的植絨干網為例���。
(一) 造紙機技術參數:
1、造紙機型號:1880/300長網多缸造紙機
2�、生產紙種:14~30gsm薄頁紙
3、車速:250~280mpm
4���、植絨干網規(guī)格:2.30*24等
5�����、使用位置:第一�����、二組烘缸��,表面施膠后第一組烘缸等
(二) 植絨干網的主要生產設備:
1��、聚酯編織干網織機:德國尤根公司產3000型重型織機
2�、針刺機:5.6M三針區(qū)雙面針刺機
3、定型機:6.2M熱油滾筒定型機
(三) 植絨干網的主要原材料:
1����、聚酯編織干網原材料:聚酯單絲
2、毛網層原材料:40%30D*86mm滌綸短纖和60%30D*98mm錦綸短纖
(四) 植絨干網的主要檢測儀器:
1�����、厚度測試儀:YG(B)141D型數字式織物厚度儀
2�、斷裂強力測試儀:YG(B)026D型電子織物強力儀
3、透氣度測試儀:YG461H型全自動透氣量儀
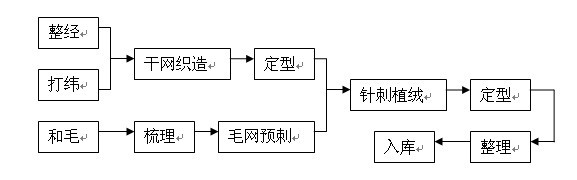
(五) 植絨干網的生產工藝流程:
圖2:植絨干網工藝流程圖
(六) 植絨干網的生產工藝:
1�、干網織造工藝
利用德國尤根公司產重型織機,經線和緯線均為∮0.5mm的聚酯單絲,干網組織結構為雙層四棕�,經線密度為:22根/cm,緯線密度為11根/cm�����。
2���、和毛工藝
此工序要求將不同(或相同)品種����、不同(或相同)粗細度PA短纖均勻混合��、充分開松��。本工藝是將40%30D*86mm滌綸短纖和60%30D*98mm錦綸短纖均勻混合�����,加入一定量的和毛油���,和毛油的配比為水:油:防靜電劑=100:1:2,混合開松時的回潮率一般控制在:9~10%����。
3��、針刺工藝
針刺工藝是否合理將直接決定植絨干網的緊度(密度)�����、表面平整細膩程度以及纖維和干網的損傷程度��。所以����,對刺針的選擇�、針板的開孔布針狀況、針刺的深度���、針刺的遍數����、送布的速度�����、斷針率的控制�����、毛網鋪設的狀態(tài)等都需要密切關注,嚴加控制����。
1)植絨刺針的選擇
植絨刺針雖小,卻是影響針刺質量的關鍵性機件���。針桿的粗細程度會影響換針的方便與固定性能���,同時直接影響毯面效果及斷針程度。刺針工作刃的長短會影響到所要求的針刺深度����,進而影響到產品的物理機械性能;工作刃過長易導致針刺深度過大����,造成纖維損傷����,同時也容易引起斷針等弊病。對于粗而長的工作刃�,不僅對基材和纖維造成損傷,而且也容易在產品上留下嚴重針痕;對于短而細的刺針����,刺針承受壓力的能力較低,而且對纖維的纏結有一定限制���。刺針溝齒凸起的形狀�����、大小及數量均直接影響鉤帶纖維的量和對纖維���、骨架材料的損傷程度。因為干網的線徑又粗線材又硬�,極易導致線材被刺傷和大量斷針,據此�����,我們選擇了德國Groz Beckert集團生產的三棱單面帶齒的植絨刺針�,問題迎刃而解,效果極佳���。
2)針刺頻率
針刺頻率應適中���,頻率過低會影響生產效率���,但頻率過高會產生較大的機械震動,不但構成對機械的不必要損傷��,而且增加了針刺對纖維的牽引力和干網的損傷���,導致過量斷針或纖維斷裂���。我們選擇針刺頻率為400n/min。
3)針區(qū)數量
因為植絨干網的基網是聚酯編織干網��,材質硬挺��,在植絨過程中特別是生產雙面植絨干網時無法在線反布���,因此����,我們采用國內最先進的三針區(qū)雙面鋪毛重型針刺機�。
4)送網速度
輸網速度必須合理����,送網速度過快����,會導致刺針受纖網拉力而偏離托板針孔致使斷針��,同時對干網和纖維的損傷也相應增強��。因此��,我們選擇了2~3m/min的輸網速度��。
5)針刺密度
紙頁干燥過程中對植絨干網的透氣性和強力要求很高���,這些參數與針刺密度息息相關����,因此需要采用適當針刺密度��。針刺密度過大會導致針刺過程中大量斷針����、使干網表面針痕過重、結構過于硬實��,甚至影響到干網的強力;針刺密度太小�,所生產的植絨干網的纖維層過分疏松,耐磨性能不足���,使用中纖維容易松脫��。因此��,我們選擇了4000s/m的植針密度��。
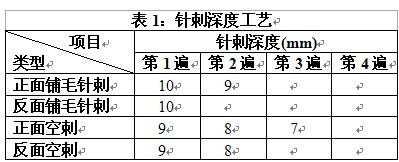
6)針刺深度
針刺深度是使纖維短纖和干網之間更好的結合的關鍵�����,針刺太深���,會使受刺纖網的斷裂纖維增多、干網刺傷加重�、斷針幾率加大,而且被帶出網面的纖維增多而導致毯面不平�����;針刺深度過淺,纖維之間����、纖維和干網之間纏結不牢固�,強度低,干網毛層質地松軟����,使用中容易產生起毛、掉毛�����,詳細針刺深度工藝見表1�����。
7)鋪網工藝
本次生產的植絨干網為雙面無端植絨干網����。接觸紙頁的一面為正面,毛層稍厚��,另一面植絨量相對較少��,目的是增加正面纖維的抱合力和提高耐磨性���。根據植絨干網所使用的位置不同要求其透氣度的不同���,其植絨量也隨之而改變���,一般在150~400gsm。本方案正面鋪毛量為240gsm���,反面為120gsm�����。
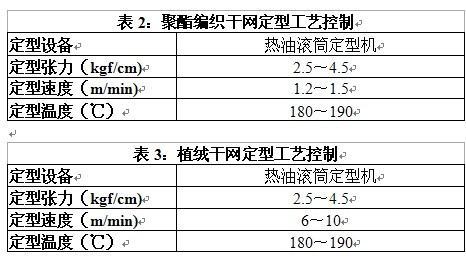
8)定型工藝
熱定型是使植絨干網的尺寸(長度伸長��、寬度收縮以及厚度的變化)更加穩(wěn)定����、纖維之間結合更加牢靠���、使植絨干網內應力重新分配��、表面更加平整密實�����,同時還可提高植絨干網的耐磨性能���。本案定型過程有兩次,一次是聚酯干網織造完成后的干網定型����,目的使干網的經緯線肘結交織成型、穩(wěn)定����,使干網更加平整,干網的內應力重新分配����、尺寸更加穩(wěn)定;一次是植絨干網的最終定型����,使植絨纖維間結合更加緊密,網面更加平整�����。本案采用國內最先進的熱油滾筒定型機,這種定型設備集加壓�����、水洗����、化學處理、熱定型于一體�。熱定型工藝詳見下表2、3��。
三�、技術參數的檢測和對比
我們利用YG(B)141D型數字式織物厚度儀、YG(B)026D型電子織物強力儀�����、YG461H型全自動透氣量儀分別對BOM復合干毯��、無端聚酯編織干網和無端雙面植絨干網的厚度�����、斷裂強力和透氣度作了檢測�����;對三者的抗壓顯性能作了試驗,對相關參數作了對比��,得出了相應的結論����。
(一) 同等平米克重下的BOM復合干毯技術參數見下表4

(二) 聚酯編織干網技術參數見下表5

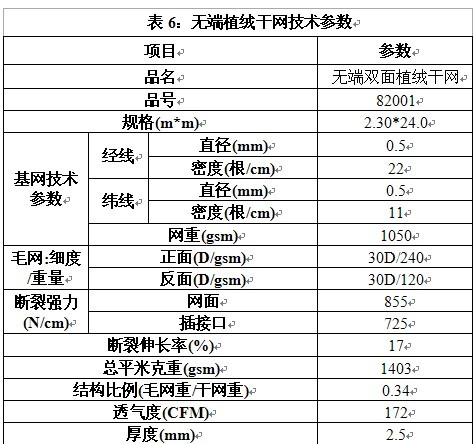
(三) 無端植絨干網技術參數見下表6
(四) 抗壓顯性能試驗
所謂的抗壓顯性能是是衡量造紙毛毯在壓區(qū)壓力和真空系統的作用下所能減輕或消除自身以及壓榨輥對紙頁所產生印痕的能力。如表面所產生的毛痕���、基布(底網)所產的基布(底網)痕、溝紋輥產生的溝紋痕��、真空輥產生真空痕���、盲孔輥產生的盲孔痕等�����。
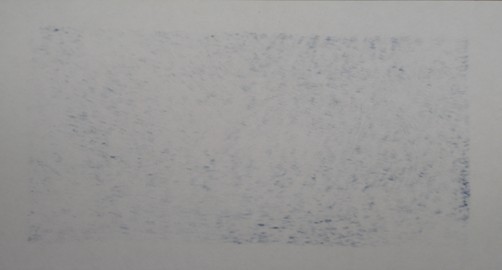
我們分別將上述品種的植絨干網和聚酯編織干網裁成8*12cm的小樣�����,采用10kg/cm2的壓力獲得抗壓顯試驗圖片如下圖3�����、圖4�,從圖中可以明顯看出:聚酯編織干網的抗壓顯性能極差,網痕極重����,而植絨干網看不到基網痕跡,抗壓顯性能較好���。
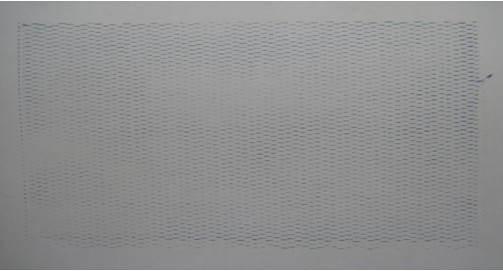
圖4:植絨干網抗壓顯性能圖片
|
(五) 檢測參數的比較和結論
我們把表4�����、表5�����、表6的參數作了綜合對比�,得出:植絨干網的透氣度是雙層BOM復合干毯透氣度的2.4倍�����,是聚酯編織干網透氣度的一半����,這是我們期望的結果��;三者斷裂強力基本接近��,雙層BOM復合干毯的斷裂伸長率較大�;從抗壓顯性能試驗圖片對比來看��,植絨干網和BOM復合干毯一樣無“網痕”產生�,但聚酯編織干網的“網痕”是非常嚴重的。 四�����、使用效果
我們將上述雙層BOM復合干毯�、聚酯編織干網和植絨干網用于山東某特種紙有限公司的PM3:1880/300長網多缸造紙機的干燥部上��,雙層BOM復合干毯較以前使用普通針刺干毯效果要好�,但是仍然表現出透氣度不夠、干燥效率低���、毯內易集聚蒸汽和水份�,尤其是冬季�����,必須要用烘毯缸(熱風導輥或熱風箱)加強烘干,否則會導致紙頁干燥不均勻���、紙面泡泡紗增重����、干燥曲線不穩(wěn)定���、無名斷頭增多等問題���,使用壽命雖然比普通干毯長,但是還是不盡人意����。
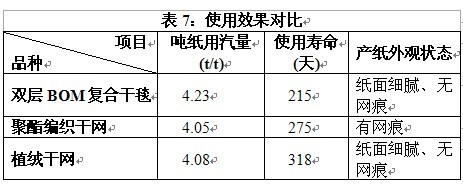
聚酯編織干網透氣度很高、干燥效率明顯增大�����,但是紙面網痕是解決不掉的頭痛病���,特別在第一組烘缸和表面施膠后的第一組烘缸問題更加嚴重��。植絨干網的透氣度比聚酯干網表現出略低�����、干燥效率略低于聚酯干網�,但是遠高于BOM復合干毯,如表7所示��,噸紙用汽量低于BOM復合干毯����,基本接近于聚酯編織干網,有明顯節(jié)省蒸汽用量的效果�;從使用壽命上看,植絨干網使用壽命遠遠大于BOM復合干毯��,也高于聚酯編織干網��;從產紙面上看����,用植絨干網后紙面明顯平整�����、細膩、無網痕����。
五、結論
綜上得出:植絨干網是一種透氣度好��、高效���、節(jié)能����、產紙平整細膩���、無網痕的新型干燥部織物�����,能完全取代老的BOM復合干毯和聚酯編織干網��,填補了國內空白����。
 中文版
中文版 English
English